The Lost Art of Bill of Material Structuring
The origins of today’s ERP systems go back to the 1960’s when MRP and MRPII were originally developed and pioneered by people such as Joe Orlicky, Dave Garwood and Ollie Wight. In fact the origins of MRP were based in a project that IBM managed for Case Tractors back in the late 50s where Ted Museo first defined the MRP calculation based upon a Bill of Materials called ‘DBOMP’ (Database Bill of Material processor) which in turn led to IBM’s first MRP system – RPS (Requirements Planning System) in the early 60’s.
It was in fact the concept of ‘Bills of Materials’ that enabled the development of MRP/MRPII/ERP versus the previously traditional reorder point methodology. It is the differential that BOMs enable the creation of matched sets of components that distinguished it from the un-integrated re-order point methodology.
It should never be underestimated the importance of accurate and properly structured BOMs can have on effective supply chain planning and execution.
How to successfully structure Bills of Materials, based upon my previous partners – Dave Garwood – thinking and writings.
Restructuring
Must the bills be restructured? What does restructuring mean? Before answering these questions, the uses of the bill of materials throughout the company must be understood.
- Engineering use bills of materials to identify the product. They also need an accurate where-used listing to evaluate the impact of engineering changes.
- A formal scheduling system (ERP) demand an accurate bill of material. All items required to make a product must be included. The bill of material is the essential framework to calculate the requirements for every item.
- Production Planning uses the bill of materials to calculate requirements for thousands of components from a few hundred items in the master schedule.
- Manufacturing uses the bill of materials to identify the components and raw materials that must be issued from the stores to assemble or fabricate the product.
- Cost accounting uses the bill of materials to calculate product costs.
If the bill of materials does not satisfy the needs of the various departments that use it, it must be restructured. Three tasks that may be required in restructuring the bill of materials include:
- Adding levels – When and What
When should an item be identified and included in the bill of material? If the demands for an item are to be calculated and schedules based on future requirements, the item should have a part number and should be included in the bill of material. For example, the investment in raw material inventory can be optimised if it is ordered and scheduled for delivery based on future requirements for the finished parts. In order to take advantage of this visibility, items such as castings, forgings and bar stock should be identified with a part number and added to the bill of material.
Should hardware/commodities (sometimes called line side stock or “C” items be included in the bill of material? Again, in order to take advantage of the visibility of future requirements, these items should be identified and included in the bill of material. The inventory investment is not the prime concern for these items. Minimising shortages is the objective. The value of a penny washer quickly increases when it holds up a £20,000 shipment!
If hardware is not included in the bill of material, the only alternative for ordering and scheduling is using order points (or variations, such as two-bin or KANBAN techniques) that depend on past history for future requirements. Before using order points on these items, consider the following disadvantages:
- If increases in production are not promptly reflected in the order points, excessive shortages can be expected
- If shifts in product mix are not promptly reflected in the order points, more shortages can be expected
- If changes in lead times for not promptly reflected in the order points, more shortages!
- An engineer standardising on one cap screw can diminish a three-month supply in three weeks – more shortages.
The frequency of shortages can be minimised by including hardware items in the bill of material and projecting their requirements with MRP. Material handling savings can be preserved by disbursing and relieving inventory with bulk issues from stores for these items.
Debating whether or not to include hardware and raw materials in the bill of material can cause unnecessary delays in improving the effectiveness of MRP. Carefully evaluate the advantages of including these items in the bill of material. The trend with successful ERP/MRP users is to include more items on the bills, not less.
What type of part numbering system should be used? Non-significant, sequentially assigned part numbers are preferred. The part number should be as short as possible in order to minimise errors in reporting receipts, issues, bill of material structure etc. Significant digit part numbering systems tend to generate long part numbers. Descriptive data, such as part name, material codes, product codes etc. for each part number should be included in the Item Master file. The greatest “sin” in establishing a part numbering system is procrastination. Centralise the assignment of part number in one area.
- Inserting Levels
Every item that is to be scheduled must have a part number and be included in the bill of material. Items that are sometimes not considered by engineering, but are manufactured, must be inserted into the bill of material.
When should a part number be assigned? The following are legitimate conditions for assigning a part number:
- Every item (purchased or manufactured) which must be scheduled to satisfy forecast or order requirements should have a unique part number assigned and be included in the bill of material. Semi-finished materials, intermediates used in chemical manufacturing and manufacturing sub-assemblies are typical examples.
- When a part is sold for service or replacement, a unique part number must be assigned – even if it is not manufactured and issued from inventory when the end item is produced.
- It is sometime necessary to assign part numbers to transient sub-assemblies. A sub-assembly that is created on a feeder assembly line and consumed within a few hours in the final assembly process is an example of a transient sub-assembly. The transient sub-assembly inventory must be considered when scheduling the replenishment of its component parts. If a transient sub-assembly is frequently returned to stock, a part number must be assigned, and a corresponding bill of material created. These items are often called phantoms.
- When a customer returns a product, it is disassembled and a sub-assembly is returned to the stock, another legitimate condition exists for inserting an additional level in the bill of material. A part number must be assigned to the sub-assembly to account for the inventory and consider its availability in re-planning future inventory requirements for its components.
- Engineering sometimes define a sub-assembly or group of parts that are commonly used together and appear in many assemblies. This group may consist of parts also used when an option is specified. The size of the bill of material file can be reduced and a corresponding ease of maintenance can result if the group of common parts are identified with a part number, even if it is not manufactured. For example, if the same coil assembly consisting of 50 parts was used in each of 100 unique electrical motors, a part number could be assigned for the coil assembly and be shown as a single item on the 100 bills of material for the motors. If a change were made in one of the common parts, only one bill would need to be changed – not 100 bills. This may also be helpful in master scheduling. These items are also phantoms.
Transient level sub-assemblies, created by feeder line inventory imbalance, service parts, customer returns or groups of common parts, are sometimes called “phantom” (or low-through) sub-assemblies. By making the lead time zero and assigning a discrete lot sizing policy, MRP will automatically consume any phantom-level inventory that exists. The systems that retrieves the bill of material and generate pick lists for the stores should recognise phantom levels and include them on the lists only when the inventory is greater than zero.
Beware of over-structuring the bill of material. It often becomes tempting to assign part numbers and create extra levels in the bill of material to facilitate labour reporting. Operation numbers on the routing should be used for transient level items that never find their way into stores. Labour is collected by reporting production for each operation number. A unique part number should be assigned for every item that falls into one of the five legitimate conditions. If it doesn’t, don’t assign a part number. Over-structuring adds an unnecessary burden on bill of material maintenance.
- Modularisation
Additional demands are placed on the bill of material structure for products that are assembled from a combination of options and variations. The bill of material must provide special aid to the scheduling system for these products. Before structuring the bill of material, it is important to understand the difference between a master schedule and a final assembly schedule for this type of product.
The local grocer would not attempt to identify each unique bag of groceries with a part number, create a bill of material for each bag, forecast the bags of groceries to be sold and calculate the requirements for bread, milk, butter and eggs. In that business, a separate master schedule for bread, milk, butter and eggs must be developed – treating them as separate items for planning purposes. They happen to be put together into a final assembly – a bag of groceries – as a convenience to the shopper. The final assembly bill of material is the shopping list.
The master schedule and the final assembly schedule must be separated from products that are manufactured when…
- The customer demands shipment of the product in less time than required to purchase, manufacture and assemble all of the components and…
- The number of products created by the combinations of many options makes it impossible to forecast end item requirements.
The master schedule, in this case, is a long-range plan for the components required for each option. A separate master schedule must be developed for each option. The master schedule is not concerned with how the options may be sold and assembled in combination. The final assembly bill of material defines which options will be put together to make the product for shipment to the customer. Once the master schedule is determined for each option, the bill of material must be structured (sometimes called modularised) to facilitate translation of the master schedule into sub-assembly and component requirements.
The bill of material shown on the next page identifies a few of the component required to assemble a gas regulator. The optional feature that must be known to select the proper part number to build a regulator is noted on the bill.
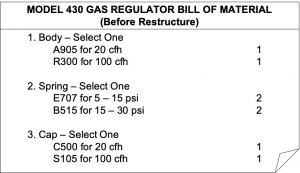 The regulator is offered with many optional features – various flow rates, output pressure, ranges and sealing materials. 40,000 unique gas regulators could be sold by combining the flow rate, output pressure and sealing options. Only 300 units are sold in total each month! It is clearly impractical to forecast the end item to be shipped to the customer or structure 40,000 bills of material for all the combinations.
The regulator is offered with many optional features – various flow rates, output pressure, ranges and sealing materials. 40,000 unique gas regulators could be sold by combining the flow rate, output pressure and sealing options. Only 300 units are sold in total each month! It is clearly impractical to forecast the end item to be shipped to the customer or structure 40,000 bills of material for all the combinations.
Restructuring begins by sorting through the bill of material and determining the “option sensitivity” for each part. The body and cap are sensitive to the flow rate. The spring is sensitive to output pressure range.
The next step is to rearrange the parts into groups that are dependent on the same option. A bill of material must be generated for each flow rate which includes only the parts “sensitive” to flow rate. A similar set of bills of material must be created for each output pressure range and seal that is offered.
The restructured bill of material is shown below.
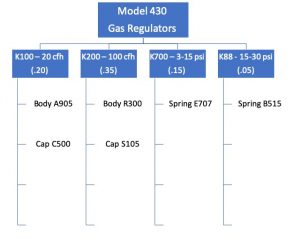 Each bill of material is identified by a phantom part number – K100 for the 20 cfh option, for example. This number does not represent a group of parts that could necessarily be assembled or sold. It’s only a convenience number to uniquely identify each group of parts. The ‘quantity per unit’ shown in the bill of material represents the forecasted percentage of total gas regulator sales for that option. For example, 20% of sales are expected for the 20 cfh option. It will be used to aid the translation of total unit sales into specific part requirements. A part number and an assembly bill of material will be created and maintained in finished good inventory. As customer orders are received, a final assembly bill of material will be created by selecting the appropriate phantoms.
Each bill of material is identified by a phantom part number – K100 for the 20 cfh option, for example. This number does not represent a group of parts that could necessarily be assembled or sold. It’s only a convenience number to uniquely identify each group of parts. The ‘quantity per unit’ shown in the bill of material represents the forecasted percentage of total gas regulator sales for that option. For example, 20% of sales are expected for the 20 cfh option. It will be used to aid the translation of total unit sales into specific part requirements. A part number and an assembly bill of material will be created and maintained in finished good inventory. As customer orders are received, a final assembly bill of material will be created by selecting the appropriate phantoms.
 The components for each option bill of material will be pulled out, summarised, and a complete parts list generated to aid the stores in issuing the correct parts to final assembly. It is not necessary to assign a part number and retain the final assembly bill of material after the sales order is shipped. A master schedule will be generated for each option bill of material.
The components for each option bill of material will be pulled out, summarised, and a complete parts list generated to aid the stores in issuing the correct parts to final assembly. It is not necessary to assign a part number and retain the final assembly bill of material after the sales order is shipped. A master schedule will be generated for each option bill of material.
The add/delete technique is often used as an alternative to modularising bills of material. This approach will usually satisfy cost accounting requirements. It is also capable of producing a suitable pick list for the stores. Unfortunately, it’s usually inadequate to aid in translating the master schedule into component requirements. “Add/Delete” should not be used when the product is subject to the two conditions identified earlier.
If you can adequately forecast the end item, or if lead time allowed by the customer to deliver the product exceeds the lead time to produce the product, rearranging (or modularising) the bill of material is not essential. If quick delivery of a product that cannot be forecast at the end item level is essential, modularising the bill of material will be necessary.
Merging the Engineering and Manufacturing Bills of Material
Frequently engineering is accused of not cooperating in restructuring the bills of material. However once engineering is engaged in how the bill will be used, they become avid supporters of the restructuring process. Too often, restructuring is imposed on engineering before the needs and resulting shortcomings of the bill of material are understood. Merging the engineering and manufacturing bills of material begins with education – educating the users (such as engineering, production planning, cost accounting, etc) on the uses of the bill of material in other departments; educating them on how the system can sort and print bills of material from a single database into many formats. Through education, both engineering and manufacturing must understand the needs of the bill of material and how the system can aid in making it practical to satisfy all requirements from a single database.
Conclusion
As the need for evermore competitiveness, the bill of material has taken on a new level of importance. Informal scheduling systems and classic fire-fighting never depended much on the bill of material. For a formal scheduling system (MRP) good bills of material are essential. Make sure the needs of the bill of material are clearly understood. If all needs are not satisfied, they may have to be restructured. The three restructuring tasks – adding levels, inserting levels and modularisation – sound simple. And they are! Don’t overcomplicate them. The task of restructuring the bills of material is not as awesome as it may first appear. Identify the deficiencies and get started!
Dave Manning
DM Integration Ltd (DMi)
LEADERSHIP t h r o u g h INTEGRATION
Download the White Paper